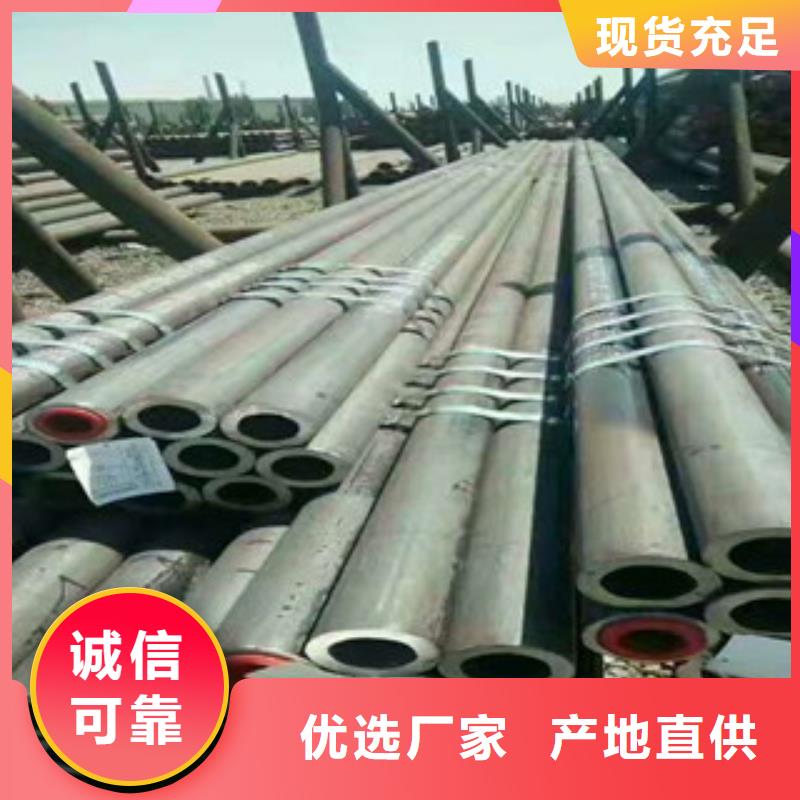
視頻不僅展示了無(wú)縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家產(chǎn)品的外觀和功能�,更通過(guò)用戶的使用案例和反饋�,展現(xiàn)了產(chǎn)品的實(shí)用性和可靠性,增強(qiáng)了觀眾對(duì)產(chǎn)品的信任感�。
以下是:無(wú)縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家的圖文介紹
以匠心理念做好每一個(gè)槽鋼廠家
槽鋼廠家的詳細(xì)介紹
貼心服務(wù)性價(jià)比高
縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家")
縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家")
縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家")
壁厚允許傾向:ρ=(S-Si)/Si×S:橫截面上 或小壁厚。Si:名義壁厚mm。鋼管橢圓度:表示鋼管的不圓程度���。鋼管長(zhǎng)度:正常長(zhǎng)度����、定(倍)尺長(zhǎng)度����、長(zhǎng)度允許傾向鋼管彎曲:表示鋼管的彎度:每米鋼管長(zhǎng)度的彎曲度、鋼管全長(zhǎng)的彎曲度����。鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度。鋼管端面坡口角度和鈍邊��。鋼管表面質(zhì)量:表面光亮央求����,風(fēng)險(xiǎn)性缺陷:裂紋、內(nèi)折���、外折��、軋破����、離層�����、結(jié)疤��、拉凹��、凸包等�。普通性缺陷:麻坑、青線��、劃傷����、碰傷、細(xì)的內(nèi)����、外直道、輥印等����。
產(chǎn)生緣由:由于管坯的表面缺陷或內(nèi)部缺陷所帶來(lái)的。消費(fèi)過(guò)程中產(chǎn)生的,如軋制工藝參數(shù)設(shè)計(jì)不正確��,模具表面不光滑�����,潤(rùn)滑條件不好��,孔型設(shè)計(jì)及調(diào)整不合理����。管坯(鋼管)在加熱軋制,熱處置以及矯直過(guò)程中����,假定由于加熱溫度控制不當(dāng),變形不均勻�����,加熱冷卻速度不合理或矯直變形量太大而產(chǎn)生過(guò)大的剩余應(yīng)力����,那么也有可能招致鋼管產(chǎn)生表面裂紋。鋼管理化性能:常溫力學(xué)性能�、高溫力學(xué)性能�、低溫性能�����、抗腐蝕性能�。鋼管的理化性能主要取決于鋼的化學(xué)成分����,組織結(jié)構(gòu)和鋼的純真度以及鋼管的熱處置方式等。
鋼管工藝性能:壓扁��、擴(kuò)口��、卷邊��、彎曲����、焊接等。鋼管金相組織:低倍組織(宏觀)���、高倍組織(觀)M���、B�����、P����、F�、A、S�。鋼管特殊央求:合同附件、技術(shù)協(xié)議����。無(wú)縫鋼管質(zhì)量檢驗(yàn)方:化學(xué)成分分析:化學(xué)分析法、儀器分析法(紅外C—S儀�����、直讀光譜儀���、zcP等)���。紅外C—S儀:分析鐵合金,煉鋼原材料���,鋼鐵中的C�、S元素。直讀光譜儀:塊狀試樣中的C����、Si、Mn���、P、S����、Cr、Mo�����、Ni�、Cn、A1����、W、V�����、Ti、B�、Nb、As���、Sn����、Sb�、Pb、Bi�����。N—0儀:氣體含量分析N����、O。鋼管幾何尺寸及外形檢查:鋼管壁厚檢查:千分尺����、超聲測(cè)厚儀,兩端不少于8點(diǎn)并記載���。鋼管外徑��、橢圓度檢查:卡規(guī)�、游標(biāo)卡尺、環(huán)規(guī)�,測(cè)出 點(diǎn)、小點(diǎn)����。鋼管長(zhǎng)度檢查:鋼卷尺、人工��、自動(dòng)測(cè)長(zhǎng)���。鋼管彎曲度檢查:直尺、水平尺(1m)�、塞尺、細(xì)線測(cè)每米彎曲度��、全長(zhǎng)彎曲度���。鋼管端面坡口角度和鈍邊檢查:角尺��、卡板���。鋼管表面質(zhì)量檢查:��,人工肉眼檢查:照明條件�、標(biāo)準(zhǔn)�����、閱歷����、標(biāo)識(shí)、鋼管轉(zhuǎn)動(dòng)�����。無(wú)損探傷檢查:超聲波探傷UT:關(guān)于各種材質(zhì)均勻的材料表面及內(nèi)部裂紋缺陷比較敏感�。



縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家")
縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家")
縫鋼管與焊接鋼管的區(qū)別生產(chǎn)廠家")
有限公司(涼山分公司)名片")